
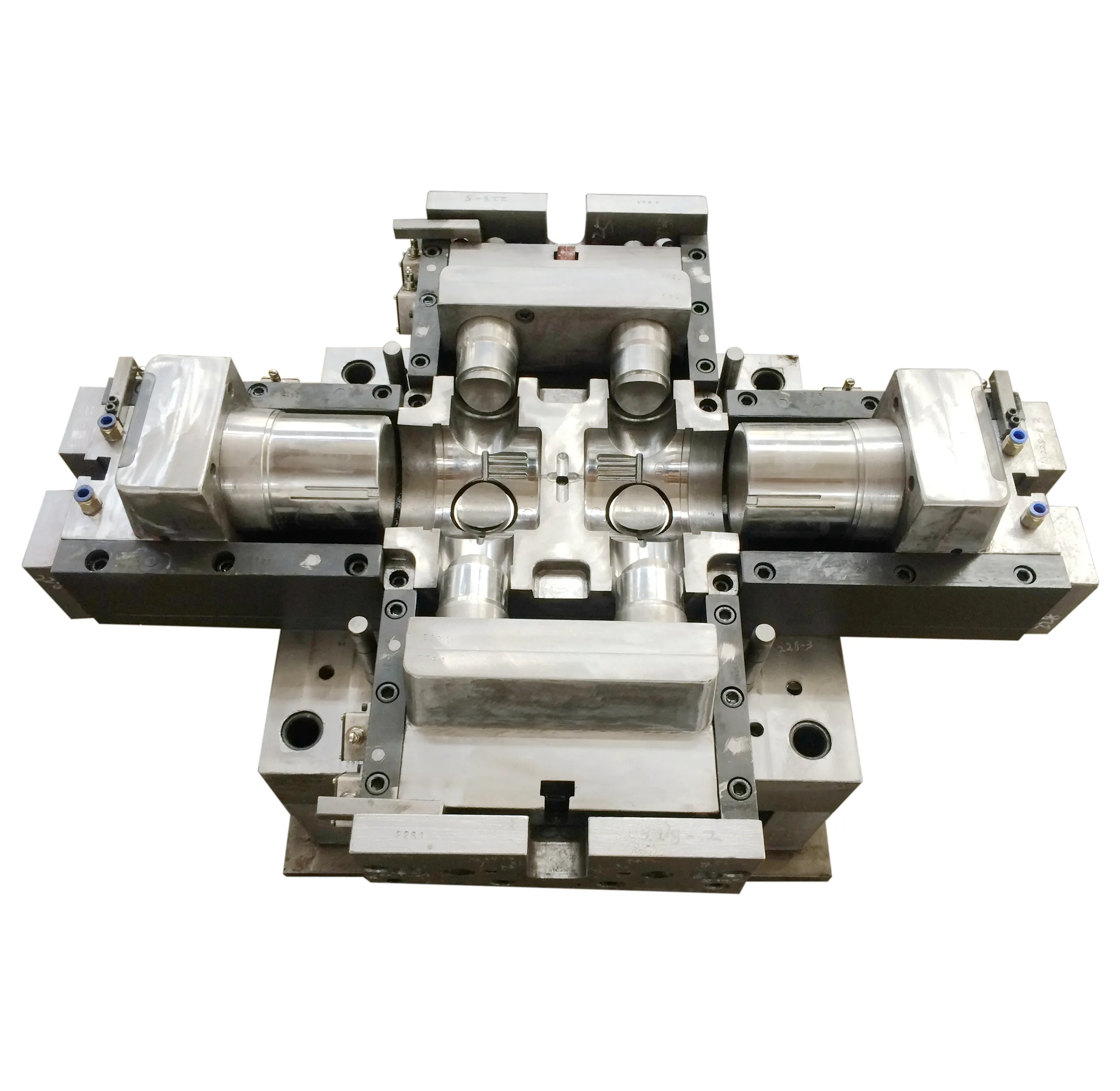
ПВХ-трайнік з формай для дзвярных труб
Назва формы:ПВХ-трайнік з формай для дзвярных труб
Паражніна: 4 поласці
Памер формы: 48 мм
Сталёвая форма: Германія 2316 Кітай 2316 або 4cr13 для паражніны і стрыжня
Вароты: прамыя вароты
структура формы: алейны цыліндр
Цвёрдасць стрыжня / паражніны: HRC 40-45 ° градусаў пасля вакуумнай тэрмічнай апрацоўкі
Машына для ліцця пад ціскам: 320 T
Hongjin mold Co., Ltd заснавана ў 2002 годзе. У нас больш за 23 гады вопыту ў вырабе трубаправоднай формы. ПВХ-форма для сцёку ў падлогу выкарыстоўваецца з нержавеючай сталі для формы і стрыжня.
Мы разлічваем на працяглае супрацоўніцтва з вамі.
Ніжэй прыводзіцца асноўная інфармацыя для даведкі.
Праблема ўпырску ПВХ і рашэнне
1. Недахоп матэрыялу: з'ява, калі форму нельга запоўніць, часта ўзнікае ў працэсе фітынгаў для ін'екцыйных труб. Калі машына для ліцця пад ціскам толькі пачала працаваць, з-за занадта нізкай тэмпературы формы страты цяпла расплаўленага ПВХ матэрыялу вялікія, лёгка вырабіць ранняе застыванне, супраціўленне паражніны формы вялікае, і матэрыял не можа быць запоўнены паражніной формы. Гэта з'ява вельмі нармальная, але таксама часовая, пасля пастаяннага ўвядзення лічбавай мадэлі аўтаматычна знікне. Калі форму нельга ўвесь час запаўняць, разгледзьце наступныя сітуацыі і ўнясіце адпаведныя карэктывы:
1: тэмпература ін'екцыйнага матэрыялу нізкая, а цякучасць дрэнная, таму тэмпературу нагрэву можна адпаведным чынам павысіць, каб палепшыць пластыфікацыю і цякучасць матэрыялу.
2: Усталяваць цыкл ліцця пад ціскам кароткі, або недастаткова матэрыялу, можа быць мэтазгодным павялічыць час упырску і павялічыць колькасць золя.
3: Калі зададзены ціск занадта нізкі або час пераходу з ціску ўпырску ў ціск утрымання занадта ранні, ціск упырску можна адпаведным чынам павялічыць або адрэгуляваць час пераўтварэння з ціску ўтрымання.
4: хуткасць ўпырску нізкая, хуткасць упырску можа быць адпаведна павялічана.
5: Памер структуры сістэмы каналаў патоку невялікі, можа быць мэтазгодна павялічыць аб'ём асноўнага, шунтавага канала або вароты.
6: выхлап цвілі не з'яўляецца добрым, можа быць мэтазгодна змяніць становішча засаўкі або адкрыць выхлапную канаўку.
7: форма для напаўнення тонкай сценкі складаная, можна наладзіць структуру прадукту або змяніць сістэму варот.
 RELATED
RELATED
Электронная пошта









 WhatsApp
WhatsApp тэлефон
тэлефон