

45-градусная форма для ін'екцый
45-Degree Elbow Injection Mold: Design and Manufacturing Considerations A 45-degree elbow injection mold is a specialized tool used in plastic injection molding to produce pipe fittings that change the direction of fluid flow by 45 degrees. These molds are critical for manufacturing durable, high-precision plastic elbows used in plumbing, irrigation, and industrial piping systems. The design and production of such molds require careful consideration of material selection, mold structure, cooling efficiency, and ejection mechanisms to ensure consistent part quality and cost-effective manufacturing. 1. Mold Design and Structure The 45-degree elbow mold consists of multiple components, including the core, cavity, sliders, and ejector system. Due to the angled geometry of the part, the mold must incorporate side actions or sliders to form the internal and external curves of the elbow. The parting line is strategically placed to minimize flash and facilitate smooth demolding. The mold is typically designed in a multi-cavity configuration to maximize production efficiency while maintaining dimensional accuracy. 2. Material Selection The mold is usually constructed from high-grade tool steel, such as P20, H13, or S136, to withstand high injection pressures and prolonged use. Hardened steel is preferred for critical components like the core and cavity to resist wear and extend mold life. For corrosive plastics (e.g., PVC), stainless steel or chrome-plated surfaces may be used to prevent degradation. 3. Cooling System Optimization Efficient cooling is essential to minimize cycle time and prevent warping or sink marks in the molded part. The cooling channels must follow the contour of the elbow to ensure uniform heat dissipation. Conformal cooling, where channels are shaped to match the part geometry, can significantly improve cooling efficiency but requires advanced manufacturing techniques like 3D printing or CNC machining. 4. Ejection and Demolding The angled shape of the 45-degree elbow makes ejection challenging. Ejector pins or sleeves are placed along the parting line to push the part out without deformation. Air ejection or stripper plates may also be used for complex geometries. Proper draft angles (typically 1-2°) are incorporated to facilitate smooth part release. 5. Quality Control and Testing Before full-scale production, the mold undergoes trial runs to verify dimensional accuracy, surface finish, and mechanical properties. Adjustments may be made to gate locations, cooling rates, or ejection mechanisms to eliminate defects like short shots or weld lines. Conclusion A well-designed 45-degree elbow injection mold ensures high productivity, precision, and longevity. By optimizing material selection, cooling, and ejection, manufacturers can produce consistent, high-quality fittings that meet industry standards. Continuous maintenance and periodic inspections further enhance mold performance, reducing downtime and production costs.
прадукт
Класіфікацыя:
-

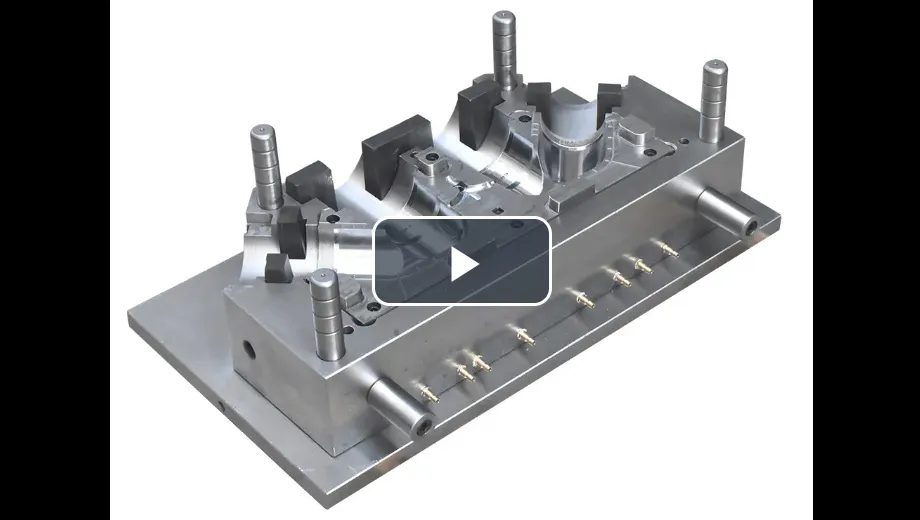
Разборная форма для трубаправоднага фітынга PP 45 °
катэгорыя: Форма для фітынга з ПППрагляды: 571серыйны нумар:час выпуску: 2025-09-16 23:45:38ПП разборная форма для трубаправоднага фітынга 45 °Назва формы: разборная форма для трубаправоднай трубы 45 ° з ПППаражніну: 2 паражніныЛіцейная сталь: 718 2738 для паражніны і стрыжняВароты: прамыя варотыструктура формы: структура алейнага цыліндруЦвёрдасць стрыжня / паражніны: HRC 40-45 градусаў пасля вакуумнай тэрмічнай апрацоўкіМашына для ліцця пад ціскам: 400T Кампанія Taizhou Huangyan Hong Jin Mold Co., Ltd была заснавана ў 2002 годзе. Мы прафесійна распрацоўваем і вырабляем форму для труб больш за 23 гады.Мы разлічваем на працяглае супрацоўніцтва з вамі.Ніжэй прыводзіцца асноўная інфарм... -

Форма для ліцця пад ціск трубы з ПВХ 45°
катэгорыя: Форма для фітынга труб з ПВХПрагляды: 482серыйны нумар:час выпуску: 2025-10-28 21:16:52Форма для ліцця пад ціск трубы з ПВХ 45°Назва формы:Форма для ліцця пад ціск трубы з ПВХ 45°Паражніна: 10 поласціПамер формы: 50 ммСталёвая форма: Германія 2316 Кітай 2316 або 4cr13 для паражніны і стрыжняВароты: прамыя варотыструктура формы: вуглавы штыфтЦвёрдасць стрыжня / паражніны: HRC 40-45 ° градусаў пасля вакуумнай тэрмічнай апрацоўкіМашына для ліцця пад ціскам: 320T Праблема ўпырску ПВХ і рашэнне1. Недахоп матэрыялу: з'ява, калі форму нельга запоўніць, часта ўзнікае ў працэсе фітынгаў для ін'екцыйных труб. Калі машына для ліцця пад ціскам толькі пачала працаваць, з-за занадта нізкай...


навіны
Класіфікацыя:
-
[industry news]На гэтыя пытанні бяспекі неабходна звярнуць увагу пры ліцці...
2024-06-29 16:59:39
справа
Класіфікацыя:

відэа
Класіфікацыя:
спампаваць
Класіфікацыя:
Вынікаў пошуку пакуль няма!
вярбоўка
Класіфікацыя:
Вынікаў пошуку пакуль няма!
Рэкамендуемыя прадукты
Вынікаў пошуку пакуль няма!





 WhatsApp
WhatsApp тэлефон
тэлефон