
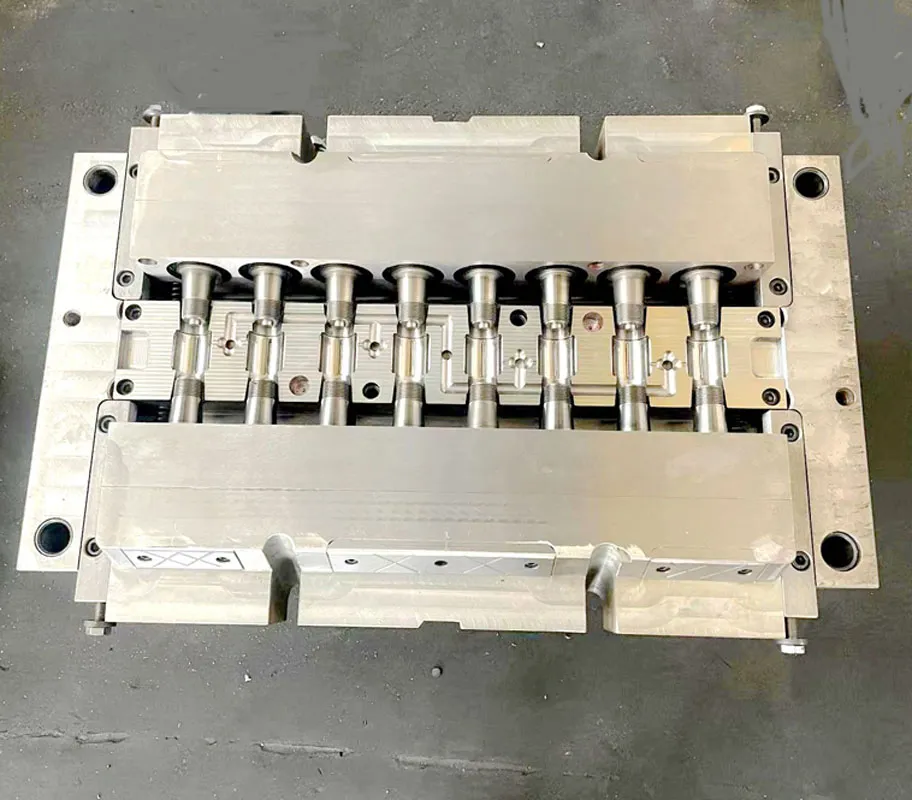
Форма для фітынга UPVC
Назва формы:Форма для фітынга UPVC
Паражніна: 2 паражніны
Памер формы: 110 мм
Сталёвая форма: Германія 2316 Кітай 2316 або 4cr13 для паражніны і стрыжня
Вароты: прамыя вароты
структура формы: кулачок
Цвёрдасць стрыжня / паражніны: HRC 40-45 ° градусаў пасля вакуумнай тэрмічнай апрацоўкі
Машына для ліцця пад ціскам: 320T
Кампанія Taizhou Huangyan Hong Jin Mold Co., Ltd была заснавана ў 2002 годзе. Мы прафесійна распрацоўваем і вырабляем форму для труб больш за 23 гады.
Мы разлічваем на працяглае супрацоўніцтва з вамі.
Ніжэй прыводзіцца асноўная інфармацыя для даведкі.
Цяжкасці на этапе распрацоўкі ПВХ формы
Складаная канструкцыя прагонаў і варот
Складанасць: расплаў ПВХ мае высокую глейкасць і дрэнную цякучасць. Каб адначасова і раўнамерна запоўніць усе часткі паражніны прэс-формы (асабліва танкасценныя і дыстальныя часткі), канструкцыя праточнага канала (галоўнага і разгалінаванага каналаў) і засаўкі мае вырашальнае значэнне.
Канкрэтныя задачы:
Збалансаваны канал патоку: пераканайцеся, што падзенне ціску і час патоку ад сопла машыны для ліцця пад ціскам да канца кожнай паражніны адпавядаюць, каб прадухіліць з'явы кароткага ўпырску (недастатковае запаўненне) або ўтрымання празмернага ціску (перапаўненне, высокае ўнутранае напружанне).
Палажэнне і форма засаўкі: Няправільны выбар пазіцыі засаўкі можа прывесці да з'яўлення слядоў зваркі ў зоне падшыпніка са слабым ціскам, што сур'ёзна паўплывае на ціск разрыву трубаправоднай арматуры. Памер варот таксама трэба дакладна разлічыць. Калі ён занадта малы, ён будзе вылучаць вялікую колькасць цяпла падчас стрыжкі і будзе схільны да раскладання; Калі ён занадта вялікі, астуджэнне будзе павольным, цыкл будзе доўгім, і зняць засаўку будзе складана.
Форма для фітынга UPVC

Калодзеж для халоднага матэрыялу і выхлап: ПВХ лёгка астуджаць, і эфектыўны калодзеж для халоднага матэрыялу павінен быць распрацаваны для захопу пярэдняга халоднага матэрыялу. У той жа час складаныя паражніны схільныя да захопу газу, і неабходна стварыць разумныя і дастатковыя выхлапныя шчыліны, інакш гэта можа выклікаць такія праблемы, як гарэнне (раскладанне) і дэфіцыт матэрыялу.
Праектаванне паражніны і ацэнка хуткасці ўсаджвання
Складанасць: Хуткасць усаджвання ПВХ пры фармаванні не з'яўляецца фіксаванай велічынёй, і на яе ўплываюць розныя фактары, такія як марка смалы, формула (напрыклад, утрыманне напаўняльніка), параметры працэсу (тэмпература, ціск) і г.д.
Канкрэтная задача: Дызайнеры павінны прызначаць розныя паказчыкі ўсаджвання для розных частак формы на аснове вопыту і глыбокага разумення матэрыялаў. Напрыклад, хуткасць ўсаджвання тоўстага і тонкага мяса адрозніваецца, і хуткасць ўсаджвання ўздоўж напрамку патоку і вертыкальнага кірунку таксама розная. Няправільная ацэнка можа прывесці да адхіленняў у памерах канчатковага прадукту, асабліва паўплываўшы на памер разьбовага злучэння і памер фітынга трубаправоднай арматуры.
Канструкцыя сістэмы астуджэння
Складанасць: ПВХ - адчувальны да цяпла матэрыял, які павінен эфектыўна і раўнамерна астуджацца ўнутры формы.
Канкрэтныя задачы:
Раўнамернае астуджэнне: Няправільная структура трубы і нераўнамерная таўшчыня сценкі прыводзяць да супярэчлівых хуткасцей астуджэння. Дэталі з павольным астуджэннем будуць сціскацца больш, што прывядзе да слядоў ўсаджвання, дэфармацыі дэфармацыі і ўнутранага напружання.
Планіроўка водных шляхоў: Неабходна арганізаваць астуджальныя водныя шляхі як мага бліжэй і збалансавана да паверхні паражніны прэс-формы ў складаных рамах і стрыжнях прэс-формы, што з'яўляецца вялізным выпрабаваннем магчымасці апрацоўкі. Нераўнамернае астуджэнне непасрэдна вядзе да падаўжэння вытворчых цыклаў і зніжэння выхаду прадукту.
Праектаванне сістэмы дэфармацыі
Складанасць: фітынгі з ПВХ звычайна маюць унутраную разьбу, перавернутыя спражкі або складаныя канструкцыі рэбраў.
Канкрэтныя задачы:
Механізм выцягвання стрыжня: складаныя слізгальныя блокі, нахіленыя вяршыні і іншыя механізмы выцягвання стрыжня павінны быць распрацаваны для дасягнення вымання з формы. Канструкцыя гэтых устаноў павінна быць дакладнай, надзейнай, плыўнай, бесперашкоднай, мець дастатковую трываласць і зносаўстойлівасць.
Верхні баланс: размяшчэнне верхняга штыфта павінна забяспечваць плаўнае і сінхроннае выштурхоўванне фітынгаў. Любы дысбаланс можа прывесці да таго, што выраб стане белым, дэфармуецца або нават зламаецца.
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
Электронная пошта








 WhatsApp
WhatsApp тэлефон
тэлефон